Калуга
Юстировка станка и высокоточное выставление оборудования: кейс компании Areatek
| Объект: | Клиника протонной терапии (г. Санкт-Петербург, пос. Белоостров) |
| Заказчик: | IBA (Бельгия) / Застройщик медицинского центра |
| Оборудование: | Лазерный трекер Leica AT403, наземный сканер Leica RTC360 |
| ПО: | Polyworks Inspector |
| Точность: | До 0.2 мм в объеме помещения (до 20 м) |
| Проблема: | У Заказчика возникли обоснованные сомнения в качестве работ, выполненных застройщиком |
| Роль Areatek: | Мы выступили как независимый эксперт для проведения арбитражных измерений. Задача Areatek заключалась в том, чтобы дать объективную техническую оценку состояния помещения и разработать стратегию доведения геометрии до требуемых стандартов. |
Серия статей по проекту монтажа протонной комнаты:
- Обзор проекта
- Лазерное сканирование и первичный аудит
- Юстировка станков и механообработка
- Монтаж и контроль металлоконструкций (потолочные системы)
- Установка основания циклотрона
Высокоточная механическая обработка на объекте невозможна без идеальной настройки оборудования. Когда допуски измеряются десятыми долями миллиметра, стандартные методы нивелирования не работают. В данном материале, который является частью проекта по комплексному метрологическому контролю (полное описание проекта), мы разберем, как при помощи лазерного трекера была проведена юстировка станка Climax и как контроль геометрии в реальном времени позволил вдвое сократить затраты на обработку металла.

Выставление станков для механической обработки плит
После аудита геометрии было принято решение провести выставление станков для механической обработки плит с целью доведения их поверхностей до проектных значений.
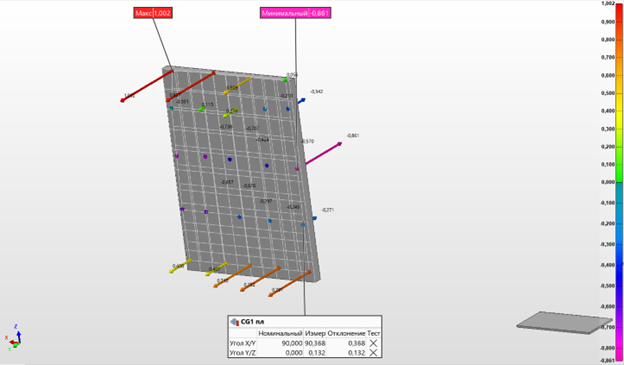
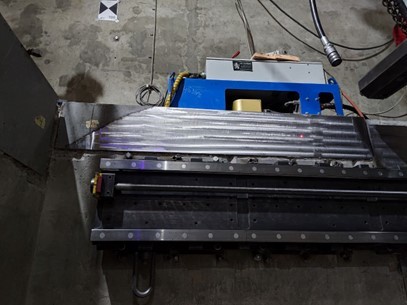
Для работы использовался мобильный фрезерный станок Climax. Первоочередной задачей стала юстировка станка и его направляющих относительно системы координат помещения. Используя лазерный трекер как основной прибор для выставления станка, инженер проверил реперные пункты, после чего началось выставление геометрии станка (монтаж направляющих). Поскольку подвижное плечо станка крепится на направляющие, крайне важно было выполнить выставление направляющих станка их в одну плоскость в системе координат комнаты. Это повысило точность обработки фрезеруемой поверхности и ускорило дальнейшую юстировку станка.
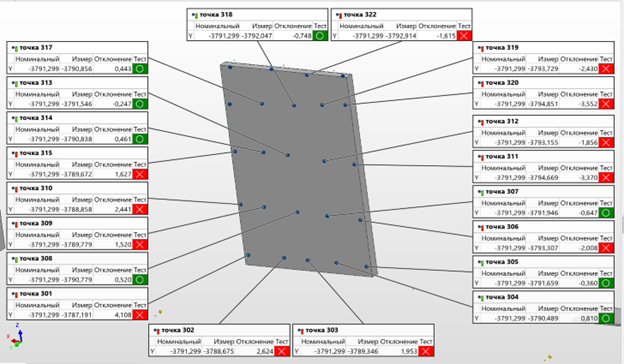
Следующим этапом стала юстировка станка в части положения шпинделя. Конечное положение шпинделя и закреплённых на нём фрез напрямую влияло на качество и точность получаемой поверхности плиты. Трекер Leica AT403 обеспечил контроль фрезы в 3D-пространстве. Жесткий допуск ±0,2 мм требовал, чтобы выставление геометрии станка проводилось с непрерывным мониторингом отклонений. Из-за вибраций станок мог раскалиброваться. В таких случаях немедленно проводилась повторная юстировка станка, чтобы вернуть его в требуемый допуск и продолжить фрезерование.


Оптимизация припусков через выставление станков по лазерному трекеру
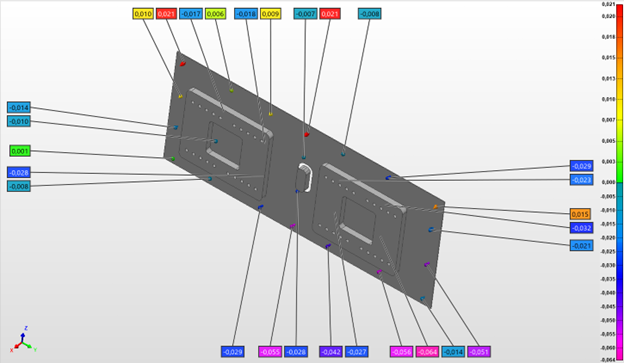
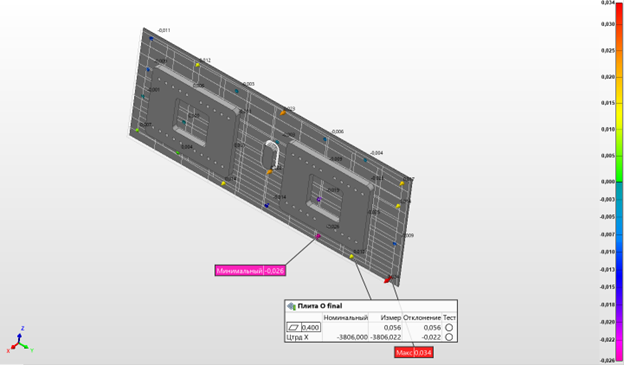
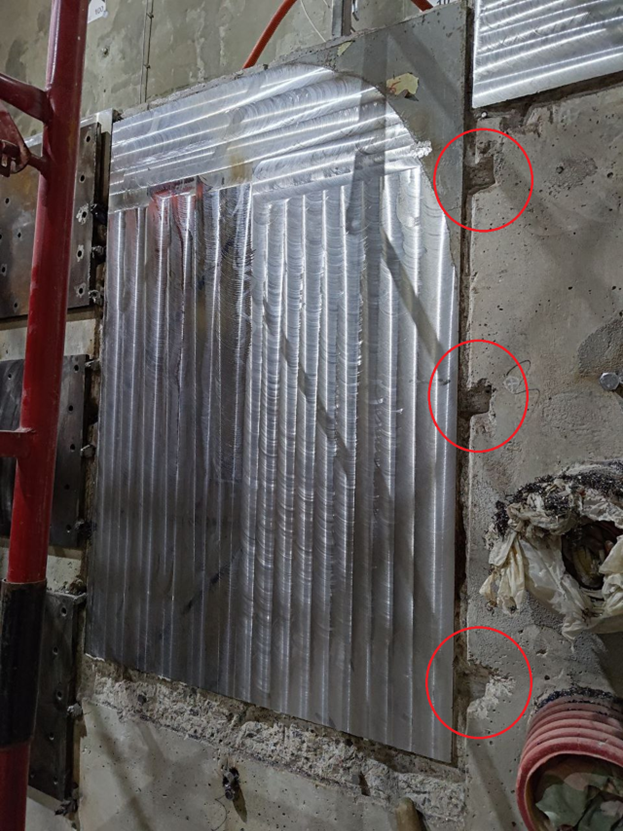
В процессе работы мы обнаружили, что точное выставление геометрии станка позволяет срезать минимально необходимый слой металла, выравнивая поверхность строго относительно проекта. В некоторых местах инженером Areatek был предложен метод частичной фрезеровки плит.
Правильная юстировка станка и метод частичной фрезеровки позволили существенно сократить время проведения работ и сэкономить до 50% материальных и временных затрат.
Частые вопросы: юстировка и выставление геометрии станка
1. Какой прибор для выставления станка лучше использовать для высокой точности?
Для достижения точности в пределах 0,01–0,1 мм на больших габаритах лучшим решением является лазерный трекер (например, Leica AT403). Jн позволяет проводить выставление геометрии станка в динамике, отслеживая перемещение шпинделя в реальном времени.
2. Можно ли заменить лазерный трекер на обычный уровень для выставления станков?
Строительный или даже станочный уровень для выставления станков эффективен только для горизонтальных поверхностей. При работе с настенными или потолочными направляющими (как в случае с Climax) уровень бесполезен. Трекер работает в 3D-координатах, позволяя выставлять оборудование под любым углом.
3. Как часто требуется повторная юстировка станка в процессе работы?
Юстировка станка требуется при первичной установке, а также после черновых проходов, если оборудование подвергается сильным вибрационным нагрузкам. В нашем кейсе мониторинг велся постоянно, что позволило оперативно корректировать положение направляющих при их смещении на анкерах.
4. В чем преимущество выставления станков специалистами Areatek?
Мы не просто выполняем механическое выставление станков, а интегрируем оборудование в общую систему координат объекта. Это гарантирует, что обработанная деталь или плита будет идеально сориентирована относительно других элементов конструкции, а не только своей базы.
| Объект: | Клиника протонной терапии (г. Санкт-Петербург, пос. Белоостров) |
| Заказчик: | IBA (Бельгия) / Застройщик медицинского центра |
| Оборудование: | Лазерный трекер Leica AT403, наземный сканер Leica RTC360 |
| ПО: | Polyworks Inspector |
| Точность: | До 0.2 мм в объеме помещения (до 20 м) |
| Проблема: | У Заказчика возникли обоснованные сомнения в качестве работ, выполненных застройщиком |
| Роль Areatek: | Мы выступили как независимый эксперт для проведения арбитражных измерений. Задача Areatek заключалась в том, чтобы дать объективную техническую оценку состояния помещения и разработать стратегию доведения геометрии до требуемых стандартов. |
Серия статей по проекту монтажа протонной комнаты:
- Обзор проекта
- Лазерное сканирование и первичный аудит
- Юстировка станков и механообработка
- Монтаж и контроль металлоконструкций (потолочные системы)
- Установка основания циклотрона
Высокоточная механическая обработка на объекте невозможна без идеальной настройки оборудования. Когда допуски измеряются десятыми долями миллиметра, стандартные методы нивелирования не работают. В данном материале, который является частью проекта по комплексному метрологическому контролю (полное описание проекта), мы разберем, как при помощи лазерного трекера была проведена юстировка станка Climax и как контроль геометрии в реальном времени позволил вдвое сократить затраты на обработку металла.
Выставление станков для механической обработки плит
После аудита геометрии было принято решение провести выставление станков для механической обработки плит с целью доведения их поверхностей до проектных значений.
Для работы использовался мобильный фрезерный станок Climax. Первоочередной задачей стала юстировка станка и его направляющих относительно системы координат помещения. Используя лазерный трекер как основной прибор для выставления станка, инженер проверил реперные пункты, после чего началось выставление геометрии станка (монтаж направляющих). Поскольку подвижное плечо станка крепится на направляющие, крайне важно было выполнить выставление направляющих станка их в одну плоскость в системе координат комнаты. Это повысило точность обработки фрезеруемой поверхности и ускорило дальнейшую юстировку станка.
Следующим этапом стала юстировка станка в части положения шпинделя. Конечное положение шпинделя и закреплённых на нём фрез напрямую влияло на качество и точность получаемой поверхности плиты. Трекер Leica AT403 обеспечил контроль фрезы в 3D-пространстве. Жесткий допуск ±0,2 мм требовал, чтобы выставление геометрии станка проводилось с непрерывным мониторингом отклонений. Из-за вибраций станок мог раскалиброваться. В таких случаях немедленно проводилась повторная юстировка станка, чтобы вернуть его в требуемый допуск и продолжить фрезерование.
Оптимизация припусков через выставление станков по лазерному трекеру
В процессе работы мы обнаружили, что точное выставление геометрии станка позволяет срезать минимально необходимый слой металла, выравнивая поверхность строго относительно проекта. В некоторых местах инженером Areatek был предложен метод частичной фрезеровки плит.
Правильная юстировка станка и метод частичной фрезеровки позволили существенно сократить время проведения работ и сэкономить до 50% материальных и временных затрат.
Частые вопросы: юстировка и выставление геометрии станка
1. Какой прибор для выставления станка лучше использовать для высокой точности?
Для достижения точности в пределах 0,01–0,1 мм на больших габаритах лучшим решением является лазерный трекер (например, Leica AT403). Jн позволяет проводить выставление геометрии станка в динамике, отслеживая перемещение шпинделя в реальном времени.
2. Можно ли заменить лазерный трекер на обычный уровень для выставления станков?
Строительный или даже станочный уровень для выставления станков эффективен только для горизонтальных поверхностей. При работе с настенными или потолочными направляющими (как в случае с Climax) уровень бесполезен. Трекер работает в 3D-координатах, позволяя выставлять оборудование под любым углом.
3. Как часто требуется повторная юстировка станка в процессе работы?
Юстировка станка требуется при первичной установке, а также после черновых проходов, если оборудование подвергается сильным вибрационным нагрузкам. В нашем кейсе мониторинг велся постоянно, что позволило оперативно корректировать положение направляющих при их смещении на анкерах.
4. В чем преимущество выставления станков специалистами Areatek?
Мы не просто выполняем механическое выставление станков, а интегрируем оборудование в общую систему координат объекта. Это гарантирует, что обработанная деталь или плита будет идеально сориентирована относительно других элементов конструкции, а не только своей базы.
Хотите узнать стоимость данного решения?
Отправьте запрос на стоимость и мы с удовольствием проконсультируем Вас и дадим полную информацию
Хочу узнать стоимостьИспользуемое оборудование

Сайт использует в своей работе cookie-файлы, «Яндекс.Метрика» и «AppMetrica». Если, прочитав это сообщение, вы остаетесь на сайте, это означает, что вы согласны на применение данных технологий.